From stucco silo to bundler.
A continuous board line is a coupled chain of nine processes. The additive chemistry decisions you make at three of them — mixer, foam generator and forming station — determine what happens at the other six. Hover any stage to see what we recommend.
Surfactant + air to deliver controlled bimodal foam. Half-life and bubble size set the board density.
Calcined hemihydrate, sometimes blended with anhydrite. Two-week age can shift downstream dosage by 10–15%. Date your silos.
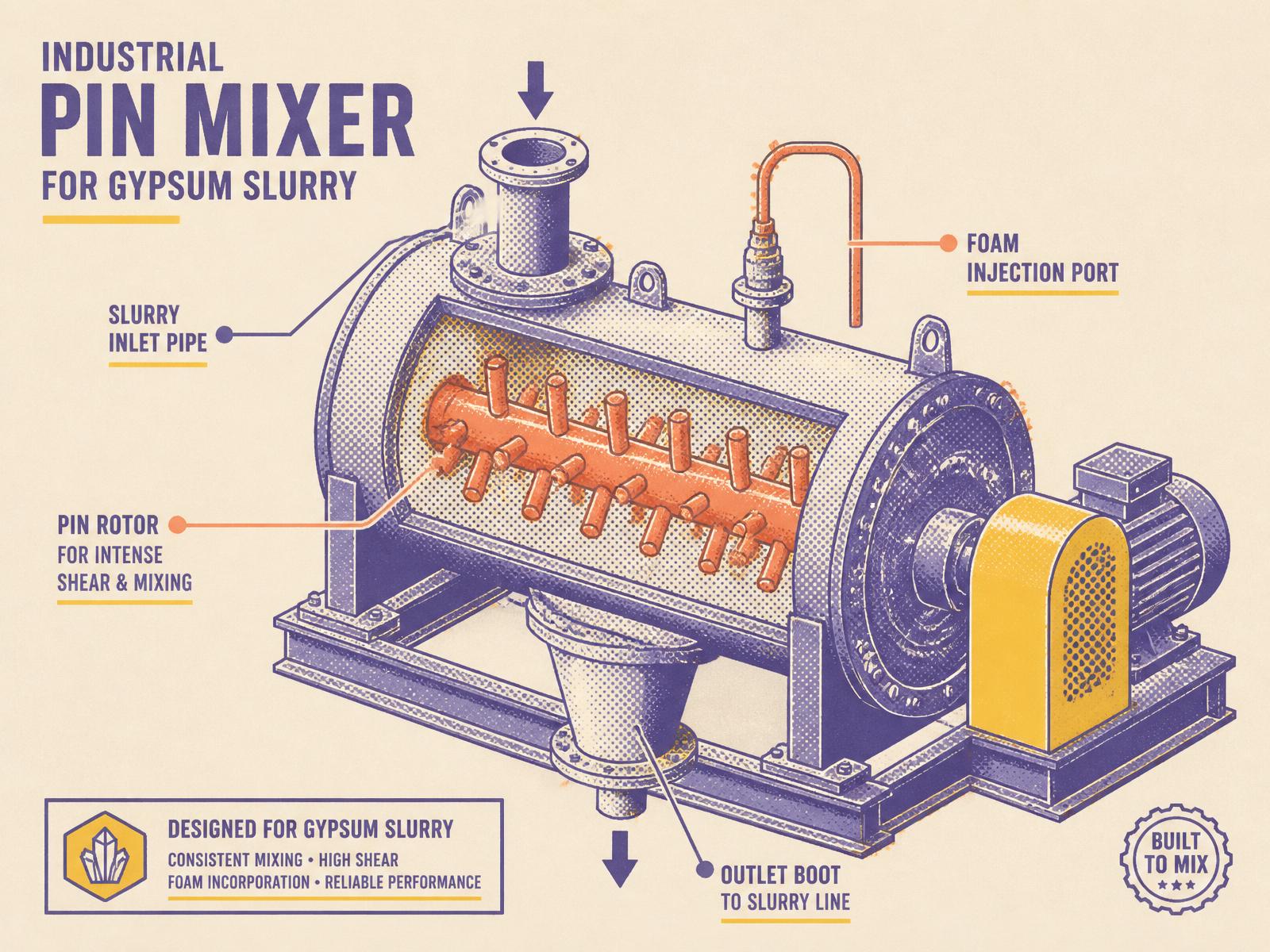
Wets stucco, incorporates foam. Pin pattern, rotor speed and clearance silently degrade with time — see our maintenance protocol.
PCE or BNS metered into the mixing water. The single largest energy lever on a board line.
Air + surfactant + stabiliser. Bimodal distributions for ultralight cores; narrow stable foam for standard density.
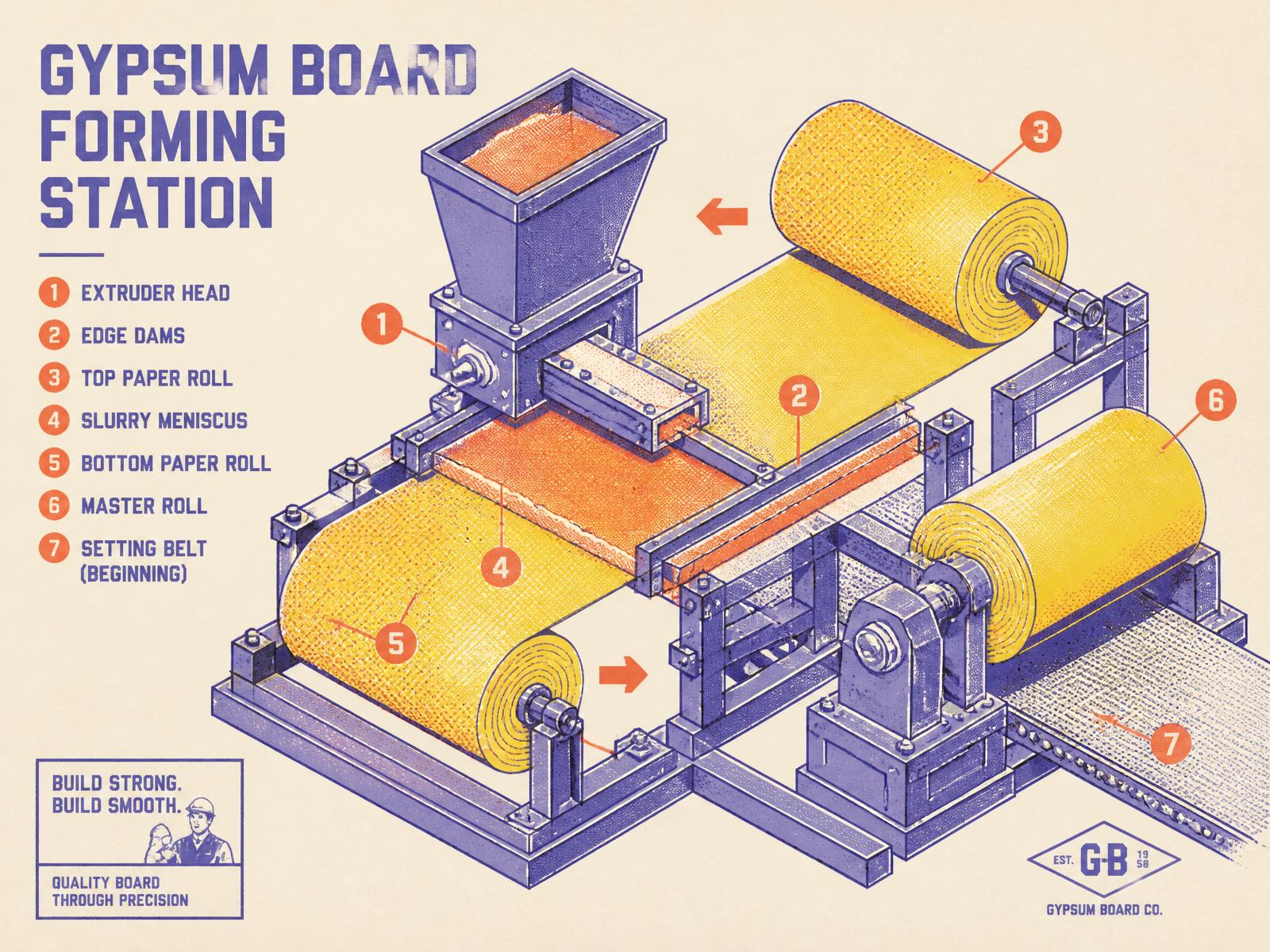
Edge dam + meniscus + paper bond. The rheology window is narrower than most plants realize.
60-second hydration journey from extruder to knife. Initial set must land before the cut, final set after.
Crumb, sticking and edge crack are upstream chemistry problems — not knife problems.
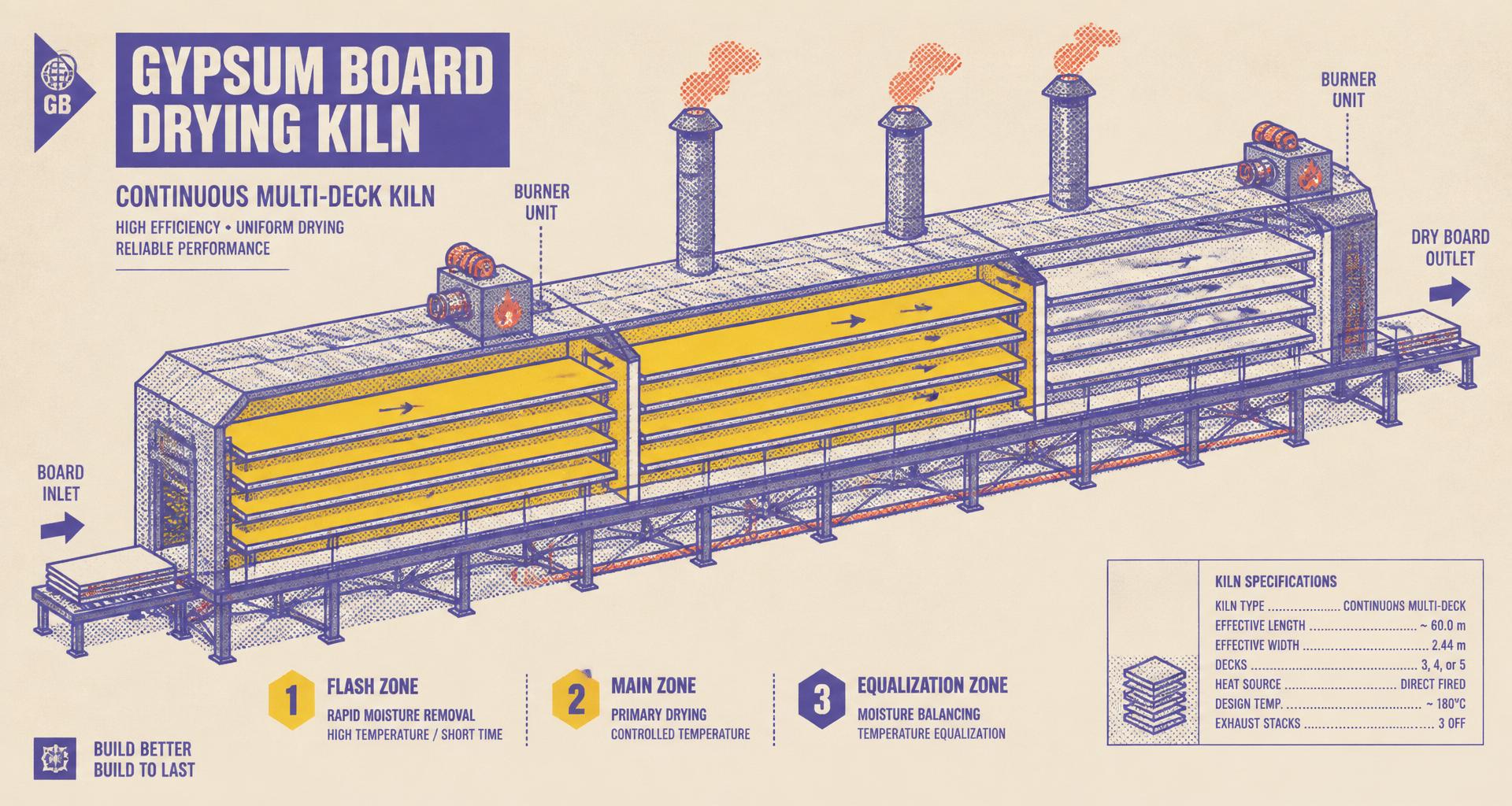
Three zones (flash · main · equalization). Additive changes ripple through all three.
Final QC: paper bond, weight, edge profile, moisture. The result of every decision made upstream.
UltraLight foam, PMHS hydrophobization, PCE comb chemistry, Type X fiber-vermiculite cores — diagrammed.
Retarder dose, foam draw, BHP and PCE — empirical estimators with the constants we trust.